




YiLi ჰალსტუხი არის ჰალსტუხების მწარმოებელი Shengzhou, ჩინეთი;ჩვენ ვთავაზობთ მაღალი ხარისხის ქოლგავებს მთელს მსოფლიოში.ეს სტატია დეტალურად აღწერს პროცესს მომხმარებელთა მოთხოვნების მიღებიდან ჩვენი ქოლგავების წარმოების დასრულებამდე.
დიზაინერებმა უნდა იცოდნენ ჰალსტუხების წარმოების პროცესი და მიაწოდონ ჰალსტუხების დიზაინი, რომელიც უფრო მეტად შეესაბამება წარმოებას.მყიდველებს ესმით ჰალსტუხის წარმოების პროცესი და შეუძლიათ უკეთ გააკონტროლონ ხარისხი და მიწოდების დრო.
თუ თქვენ არ იცნობთ ჰალსტუხის სტრუქტურას, შეგიძლიათ წაიკითხოთ: ქოლგის სტრუქტურის ანატომია
ჰალსტუხის დიზაინი
მომხმარებელთა კონსულტაციის მიღების შემდეგ, ჩვენი დიზაინერები გადაამუშავებენ მომხმარებლის მიერ მოწოდებული დიზაინის ნახატების ან ფიზიკური ნიმუშების მიხედვით, ჩვენი აპარატის ნემსების მიხედვით, რათა უზრუნველყონ, რომ ჩვენს მანქანებს შეუძლიათ თქვენი ჰალსტუხის დამზადება.

ჰალსტუხის ფერის შესატყვისი
1.მომხმარებლის მიერ მოწოდებული ჰალსტუხის დიზაინი Pantone ფერის ნომერი ან ფიზიკური ნიმუში.
2. კოლორისტი ნართის საწყობის ფერთა ბარათზე მომხმარებლის ფერის შესატყვისი მოთხოვნების შესაბამისად პოულობს შესაბამის ფერს.ჩვენი კომპანიის ნართი მდიდარია ფერებით და აქვს ათასობით სხვადასხვა ფერი.
3. დიზაინერი იყენებს კომპიუტერს ფერების შესატყვისის სიმულაციისთვის, რათა ნახოს რენდერები
4. თუ რენდერების ფერი აკმაყოფილებს მოთხოვნებს, ფიზიკური კორექტირება მანქანაზე.ნიმუშები დადასტურებული იქნება მომხმარებლებთან სურათებით ან ექსპრეს მიწოდებით.
დავუშვათ, მომხმარებლის მიერ მოწოდებული ფერი განსხვავდება ჩვენი ნართის ფერის ბარათზე.ამ შემთხვევაში, ჩვენი გამყიდველი უშუალოდ დაუკავშირდება მომხმარებელს და შესთავაზებს შემდეგ ორ გადაწყვეტილებას:
1. გამოიყენეთ ჩვენი არსებული სავარაუდო ფერის ჩანაცვლება.ამ გზით ჩვენ შეგვიძლია დავასრულოთ პერსონალიზაცია მხოლოდ 50 ცალი ქოლგავებით.

2.შეღებეთ ნართი მომხმარებლის ფერის მიხედვით.ამგვარად, ერთი ფერის ძაფის რაოდენობამ უნდა მიაღწიოს 20 კგ-ს, რადგან საღებავების ქარხანა დამატებით შრომის ხარჯებს 20 კგ-ზე ნაკლებს დააკისრებს.
ჰალსტუხის ქსოვილის ქსოვა
Ნაბიჯი 1:ნართის მომზადება
მას შემდეგ, რაც მომხმარებელი დაადასტურებს ფერის ნიმუშს, ჩვენი მერჩენდაიზერი წარმოების პროცესის ფურცელს გადასცემს ქსოვის სახელოსნოს ქარხნის მენეჯერს.ქარხნის მენეჯერი ირჩევს არსებულ ძაფს ან ახდენს ძაფების მორგებას პროცესის ფურცლის მიხედვით.თუ ძაფები მორგებულია, მას დაემატება წარმოების დაახლოებით ორი კვირა, რაც განისაზღვრება ძაფების შეღებვის პროცესით.
ნაბიჯი 2:ქსოვილის ქსოვა
ქსოვილების მოსაქსოვად ვიყენებთ ჟაკარდის მანქანას, ნიმუში კი სხვადასხვა ფერის ძაფებით იქსოვება.ვერტიკალურ მიმართულებას ეწოდება "warp ნართი", ხოლო ძაფს ტენიანობის მიმართულებით ეწოდება "weft ნართი".იგივე ფერის (წითელი, მუქი ლურჯი, შავი, თეთრი და ა.შ.) "warp ძაფები" გამოიყენება მთელი ჯაკარდის მანქანაზე და ფერების შეცვლა ძალიან შრომატევადია, რადგან თითოეულ მოწყობილობას აქვს 14,440 ან 19,260 ძაფი.ძალიან ხელმისაწვდომია „ქსოვილი ძაფების“ ფერის შეცვლა;ის განსაზღვრავს ჰალსტუხის შაბლონის დიზაინს.დიზაინერებს შეუძლიათ აირჩიონ 8-მდე სხვადასხვა ფერის ქსოვილი ერთი ჰალსტუხის დიზაინში.

ნაბიჯი 3:ემბრიონის ქსოვილის შემოწმება
როდესაც ქსოვილი დასრულდება, მუშაკი ამოწმებს ნივთებს, როგორიცაა ნიმუშის ფერი, ნიმუშის ზომა, ნიმუშის ბლოკი და ა.შ., პროცესის ფურცელზე არსებული რეალური ნიმუშების მიხედვით.ჩამოიბანეთ ქსოვილის ლაქები, რათა ის სუფთა იყოს.

ნაბიჯი 4:ფიქსირებული ფერი
სპეციალური დამუშავების შედეგად ქსოვილის ფერი არ ქრება მზის სხივების, ქიმიური რეაქციის, რეცხვის და ა.შ.
ნაბიჯი 5:საბოლოო დამუშავება
ქსოვილი მუშავდება უნიკალური პროცესით, ხდება ნათელი და ბრტყელი, ნაოჭების გარეშე.ქსოვილი გამოდგება ჰალსტუხების წარმოებისთვის.
ნაბიჯი 6:Mature Fabric შემოწმება
როდესაც ქსოვილი დაასრულებს საბოლოო დამუშავებას, ის გამოიყენებს ქოლგავების წარმოებას.მწიფე ქსოვილს ესაჭიროება შემოწმება, რათა დარწმუნდეს, რომ მისი ხარისხი სრულად აკმაყოფილებს ჰალსტუხების წარმოების მოთხოვნებს.ინსპექტირების მოთხოვნები ეფუძნება ნედლი ემბრიონის შემოწმებას და ამატებს შემდეგ არსებით პუნქტებს:
ü არის თუ არა ქსოვილი ბრტყელი ნაოჭების გარეშე
ü არის თუ არა ქსოვილი ნაქსოვი ირიბი
ü არის თუ არა ორიგინალის ფერი
ü შაბლონის ზომის შემოწმება და ა.შ.

ჰალსტუხის წარმოების პროცესი
Ნაბიჯი 1:ქსოვილის ჭრა
1.დახაზეთ დაჭრილი შაბლონი
საჭრელი დაჭრის წინ ხატავს საჭრელ შაბლონს, რათა უზრუნველყოს ჰალსტუხის ჭრის ზომა.ჰალსტუხის ჭრის მიმართულება ქსოვილის მიმართ არის 45 გრადუსიანი კუთხით, რაც ხელს უშლის მზა ჰალსტუხს გრეხილის მსგავსად.
2.გაანაწილეთ ქსოვილი
ჭრის წინ საჭრელი ოსტატი ქსოვილს ფენა-ფენად გაანაწილებს სამუშაო მაგიდაზე;საჭრელი თარგი დაიფარება ქსოვილზე და დამაგრდება მძიმე საგნებითა და სამაგრებით, შემდეგ საჭრელი ჭრის ოთხ მხარეს, რათა ბრტყელი იყოს.
3.მოჭრილი ქსოვილი
საჭრელი იმოძრავებს საჭრელ თარგზე დახატული ხაზების გასწვრივ, ხოლო საჭრელი ოსტატი ცალ-ცალკე დაჭრის ჰალსტუხის ნაწილებს.ჭრის ხარისხის უზრუნველსაყოფად კომპანია ადგენს, რომ საჭრელი ქოლგავების რაოდენობა ერთჯერადად არ უნდა აღემატებოდეს 5000-ს.
უყურეთ ჩვენი YouTube-ის საშუალებით:უფრო მეტი ქოლგის წარმოების პროცესი>>
ნაბიჯი 2:ჰალსტუხის ნაწილების შემოწმება
ამ ეტაპზე, ჩვენ უნდა დავასრულოთ შემდეგი შემოწმებები:
ü ნაწილების ზედაპირი ხელუხლებელია, არ აქვს დაზიანება, ლაქები, ნაოჭები და მცირე დეფექტები.
ü თუ ეს არის LOGO ჰალსტუხი, მნიშვნელოვანია გაზომოთ LOGO პოზიციის სიმაღლე.
ნაბიჯი 3:Sew Tipping
წვერები შეკერილი იქნება ჰალსტუხის ორივე ბოლოზე.დანა, კუდი და კისერი ერთად შეიკერება, ნაკერი 45 გრადუსიანი კუთხით.
ნაბიჯი 4:საუთაო გადახურვა
მოათავსეთ ფიქსირებული ფორმის რკინის ნაჭერი ჰალსტუხის ქსოვილსა და წვერს შორის და ჰალსტუხის ორივე ბოლოს კიდეები დაუთოდება.ჩვენი წარმოების სტანდარტი არის ის, რომ გადასახვევი და ჰალსტუხის კიდე პარალელურია;როგორც ჰალსტუხის, ისე წვერის წვერები 90 გრადუსიანი კუთხით არის.
ნაბიჯი 5:წვერიᲨემოწმება
საკომისიო ინსპექტორებმა ყურადღება უნდა გაამახვილონ შემდეგ საკითხებზე:
ü შეამოწმეთ არის თუ არა ჰალსტუხის ზომის ორივე ბოლოში მკვეთრი კუთხეები 90 გრადუსი.
ü სარეცხი ნიშანი სწორია.
ü ჰალსტუხის სიგრძის გაზომვა.
ü რაოდენობის შემოწმება.
ნაბიჯი 6:ქოლგავების კერვა
ჩვენ გვაქვს მანქანით და ხელით სამკერვალო ბუქსირების მეთოდები, რომლებიც შეესაბამება სხვადასხვა შეკვეთის რაოდენობას და მომხმარებლის მოთხოვნებს.
ხელით კერვა: როცა ჰალსტუხების რაოდენობა მცირეა, ან ჰალსტუხს აქვს ლოგო.ქოლგავების საკერავად გამოვიყენებთ ხელით კერვას.კონკრეტული ოპერაციები შემდეგია:
1.გადასაფარი ჰალსტუხის ორივე ბოლოში იკვრება წვერში.
2.ქსოვილი იკეცება ფილის კიდის გასწვრივ.შემდეგ მუშა იყენებს ნემსს ქსოვილის გადახურვის ადგილის დასაფიქსირებლად.ბოლოს, ორთქლზე გააუთოვეთ ჰალსტუხის კიდე ისე, რომ ჩამოაყალიბოთ.გაიმეორეთ ზემოაღნიშნული ოპერაციები, სანამ მთელი ჰალსტუხი არ დასრულდება.
3. ამ პროცესის დროს, მათ დააფიქსირეს Keeper-ის მარყუჟი დანის წვერიდან 10 ფუტის (25 სმ) მანძილზე, რათა მუშებმა დაასრულონ სამკერვალო.
4.სათითაოდ ამოიღეთ ნემსები ჰალსტუხზე და ამავდროულად დაასრულეთ კერვა მთელ ჰალსტუხზე გავლებული ძაფით.
5. ხელის სამკერვალო ასრულებს დამჭერის მარყუჟის და ლოგოს ეტიკეტის კერვას ხელოსნობის ფურცლის მიხედვით.
6. ხელის სამკერვალო ასრულებს ბარის დამაგრებას ხელოსნობის ფურცლის მიხედვით.
მანქანით სამკერვალო: როდესაც მომხმარებელი შეუკვეთავს ათასობით იდენტურ ქოლგას, ჩვენ გამოვიყენებთ მანქანის სამკერვალო ქოლგას.მანქანა სამკერვალო აქვს უფრო სწრაფი წარმოების ეფექტურობა და ერთიანი პროდუქტის ხარისხი, მაგრამ ეს გაზრდის წარმოების ორეტაპიან პროცესს.კონკრეტული ოპერაციები შემდეგია:
1. გადახვევის შემოწმების შემდეგ, მუშა დებს ჰალსტუხის ქსოვილს და ფარავს მანქანას, შემდეგ მოწყობილობა ავტომატურად დაასრულებს ქოლგის შუა ზონის (დაახლოებით 70%) შეკერვას.
2. მუშა იყენებს ჰალსტუხის მოსახვევ მანქანას მთელი ჰალსტუხის გადასახვევად.
3. დაუთოების მუშაკმა ჰალსტუხში ჩასვა ფიქსირებული სამკუთხედის რკინის ფირფიტა ორივე წვერზე, შემდეგ ორთქლის რკინით, რომ მთლიანი ჰალსტუხი ჩამოაყალიბოს.
4.ხელა სამკერვალო ქოლგის დარჩენილ 30%-ს კერავს ხელით კერვის მოთხოვნების შესაბამისად.
5. ხელის სამკერვალო ასრულებს დამჭერის მარყუჟის და ლოგოს ეტიკეტის კერვას აკშეკვეთა ხელოსნობის ფურცელზე.
6. ხელის სამკერვალო ასრულებს ბარის დამაგრებას ხელოსნობის ფურცლის მიხედვით.
ნაბიჯი 7:მზა პროდუქტის შემოწმება
ინსპექტორმა უნდა შეამოწმოს შემდეგი ნაბიჯები:
ü შეესაბამება თუ არა მზა ჰალსტუხის მოვლისა და წარმოშობის ნიშანი ხელნაკეთობების ჩამონათვალს
ü თითოეული ჰალსტუხის ზომის გაზომვა ხელოსნობის სიის მიხედვით
ü შეამოწმეთ ხელით საკერავი ნაკერების მანძილი.
ü ჰალსტუხის ნაკეცის მკურნალობა და ა.შ.
ü სრიალის ნაკერის შემოწმების სიგრძე.

5. მზა პროდუქტის შეფუთვა
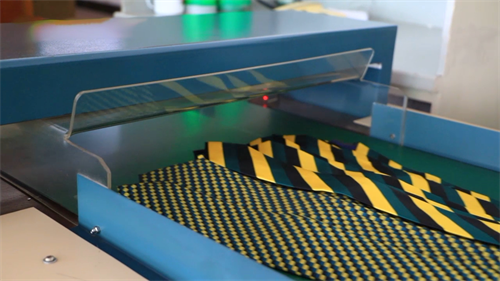
ნაბიჯი 1: ნემსის შემოწმება
დასრულებულ ქოლგას შეფუთვამდე სჭირდება ნემსის შემოწმება, რათა უზრუნველყოფილი იყოს ნემსის ნარჩენების არარსებობისა და ქოლგავების უსაფრთხო გამოყენების უზრუნველსაყოფად.ოპერაციის ეტაპები შემდეგია:
1. ინსპექტორი დებს ჰალსტუხს ნემსის ინსპექტირების მანქანაში შესამოწმებლად.
2. ჰალსტუხს ლითონის ნემსები აქვს დარჩენილი, თუ მანქანა წითლად ანათებს.ამ დროს ინსპექტორმა უნდა გადააგდოს პრობლემური ჰალსტუხის ნემსი და შემდეგ ხელახლა შეამოწმოს, სანამ წითელი შუქი აღარ აინთება.
3.გადავლებულია ქოლგის ნემსის ყველა შემოწმება.
ნაბიჯი2: პაკეტი
შემფუთავი შეფუთავს პროცესის თვალთვალის ფურცლის მოთხოვნების შესაბამისად, ამოწმებს რაოდენობას მუყაოს კოლოფში და ლუქავს მუყაოს.
მომხმარებლის საჭიროებიდან გამომდინარე, ჩვენ შეგვიძლია მივაწოდოთ სხვადასხვა სახის შეფუთვა:
საცალო მომხმარებლებისთვის, ჩვენ ვთავაზობთ ქოლგავების სასაჩუქრე ყუთებს.
ჩვენ ვიყენებთ სტანდარტული ჰალსტუხის შეფუთვას და შეფუთვის ოპტიმალურ დიზაინს საბითუმო მომხმარებლებისთვის, რათა დაზოგოთ ტრანსპორტირების ხარჯები.
ტრანსპორტირება
საწყობის ადმინისტრატორი ახორციელებს მიწოდებას ადგილმდებარეობისა და მიწოდების თარიღის მიხედვით, რომელიც მოითხოვს პროცესის ფურცელს.
შეაჯამეთ
ჰალსტუხის კონსტრუქცია გამოიყურება მარტივი, მაგრამ რთულია მაღალი ხარისხის ჰალსტუხის წარმოება.ჩვენმა ქარხანამ უნდა გაიაროს 23 წარმოების პროცესი, დიდი და პატარა.თითოეულ პროცესს აქვს სამუშაო ინსტრუქციები მუშათა ოპერაციების სტანდარტიზებისთვის და ქოლგავების წარმოების ხარისხის გასაუმჯობესებლად.საწარმოო პროცესშია ექვსი ინსპექტირება, რათა უზრუნველყოს ქოლგას ხარისხისა და უსაფრთხოების უზრუნველყოფა.
მოგვყევით, რომ გაიგოთ მეტი ქოლგავების შესახებ.
და ბოლოს, გთხოვთ დაიმახსოვროთ, თუ გსურთ ქოლგავების შეძენა, გთხოვთ დაგვიკავშირდეთ.
გამოქვეყნების დრო: აგვისტო-04-2022